Допуски
 Ввиду того, что получить во всех случаях одинаково точные размеры деталей не представляется возможным, как уже отмечалось, допускается изготовление деталей с размерами, имеющими разницу в определённых, ограниченных пределах, гарантирующих их, взаимозаменяемость.
Ввиду того, что получить во всех случаях одинаково точные размеры деталей не представляется возможным, как уже отмечалось, допускается изготовление деталей с размерами, имеющими разницу в определённых, ограниченных пределах, гарантирующих их, взаимозаменяемость.
Таким образом одни и те же детали могут иметь размеры, несколько отличающиеся один от другого, причём колебание их будет находиться в определённых границах — между наибольшим предельным размером (верхним) и наименьшим предельным размером (нижним).
Разность между наибольшим и наименьшим предельными размерами называется допуском.
Допуск определяет величину колебания точности в обработке отверстия или вала (допуск отверстия или допуск вала).
Если, например, необходимо изготовить отверстие, размер которого на чертеже обозначен 65 мм, то наибольший предельный размер может быть 65,030 мм, а наименьший 65,000 мм\ разность между этими размерами, определяющими границы, в которых могут колебаться их величины, равная 0,030 мм, будет выражать допуск на неточность обработки.
Размер, обозначаемый на чертеже в круглых единицах (в данном примере — 65 мм), называется номинальным размером.
Номинальный размер есть основной расчётный размер он получается в результате расчёта вала на действующие на него усилия (изгиб, кручение и т. д.), после округления полученных при расчёте теоретических величин до целых миллиметров или до ближайшей «круглой» цифры 5 или 10.
Фактический или действительный размер, полученный при обработке, будет находиться где-то между наибольшим и наименьшим предельными размерами. Действительным размером называется тот, который получается непосредственным измерением.
Классы точности.
Точность изготовления характеризуется величиной допускаемых отклонений от заданных размеров и формы. Для разных машин требуются детали с различной точностью обработки. Очевидно, что детали плуга, дорожного катка и других сельскохозяйственных и дорожных машин могут быть изготовлены менее точно, чем детали фрезерного станка, а детали фрезерного станка требуют меньшей точности, чем детали измерительного прибора. В связи с этим в машиностроении детали разных машин изготовляют по разным классам точности. В СССР (были) приняты десять классов точности.
- пять из них: 1-й, 2-й, 2а, 3-й, За — требуют наибольшей точности обработки;
- два других: 4-й и 5-й — меньшей;
- три остальных: 7-й, 8-й, 9-й — еще меньшей.
Применение классов точности в различных областях
- 1-й класс точности применяют при изготовлении особо точных изделий. Вследствие очень малых допусков работа по 1-му классу точности требует высокой квалификации рабочего и точного оборудования, приспособлений и инструмента.
- 2-й и 2а классы точности применяют наиболее часто. По ним изготовляют ответственные детали станков, автомобильных, тракторных, авиационных и электрических двигателей, текстильных и других машин.Наряду с этим в отраслях машиностроения, выпускающих указанные машины, детали менее ответственных соединений изготовляют по 3-му, 4-му, 5-му и другим более грубым классам точности.
- 3-й и За классы точности применяют главным образом в тяжелом машиностроении при производстве турбин, паровых машин, двигателей внутреннего сгорания, трансмиссионных деталей и т. д.
- По 4-му классу точности изготовляют детали сельскохозяйственных машин, паровозов, железнодорожных вагонов и т. д.
- 5-й класс точности применяют в машиностроении для неответственных деталей менее точных механизмов.
- 7-й, 8-й и 9-й классы точности применяют при изготовлении более грубых деталей и особенно при заготовительных операциях: литье, штамповке, медницко-слесарных работах и т. д.
- Свободные размеры деталей выполняют обычно по 5-му или 7-му классам точности.
Чтобы показать, с какой посадкой и по какому классу точности нужно изготовить деталь, в чертежах на номинальных сопрягаемых размерах ставится буква, обозначающая посадку, и цифра, соответствующая классу точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности и т. п. Для посадок 2-го класса точности (особенно широко распространенных) цифра 2 не ставится. Поэтому, если в чертеже на сопрягаемом размере рядом с буквой посадки нет цифры, то это значит, что деталь надо изготовить по 2-му классу точности. Например, Л означает легкоходовая посадка 2-го класса точности.
Какие классы точности бывают, как обозначаются
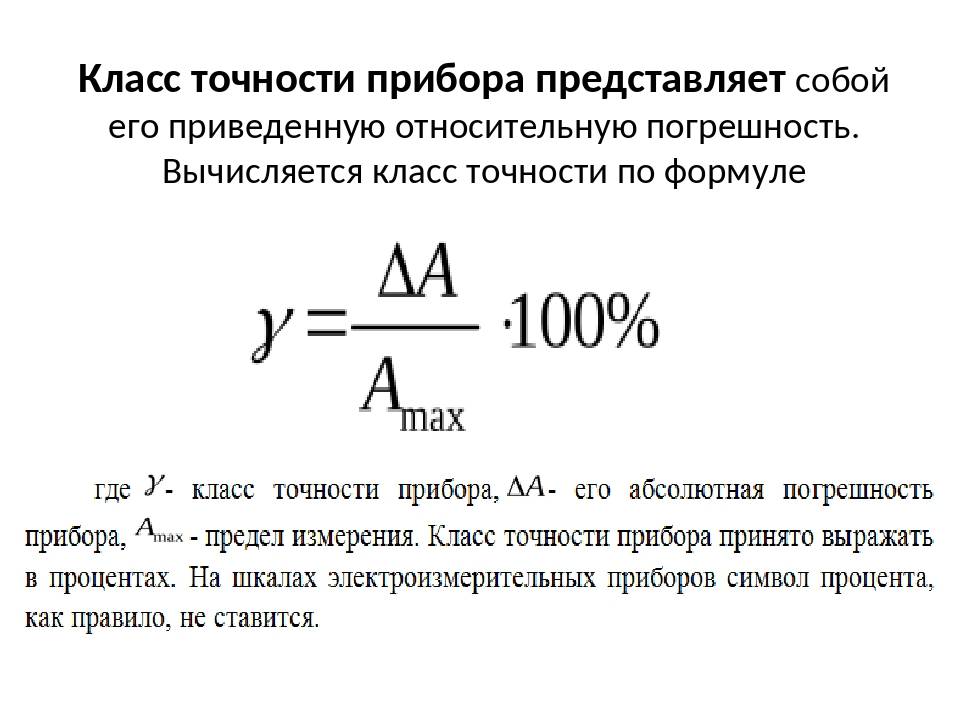
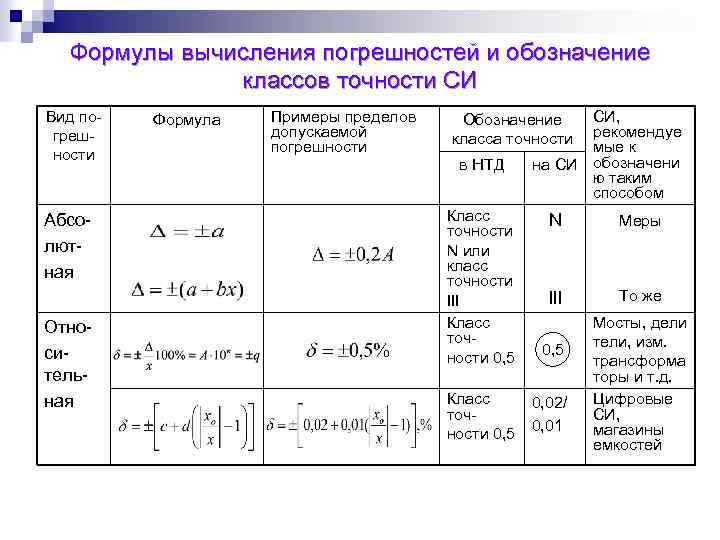
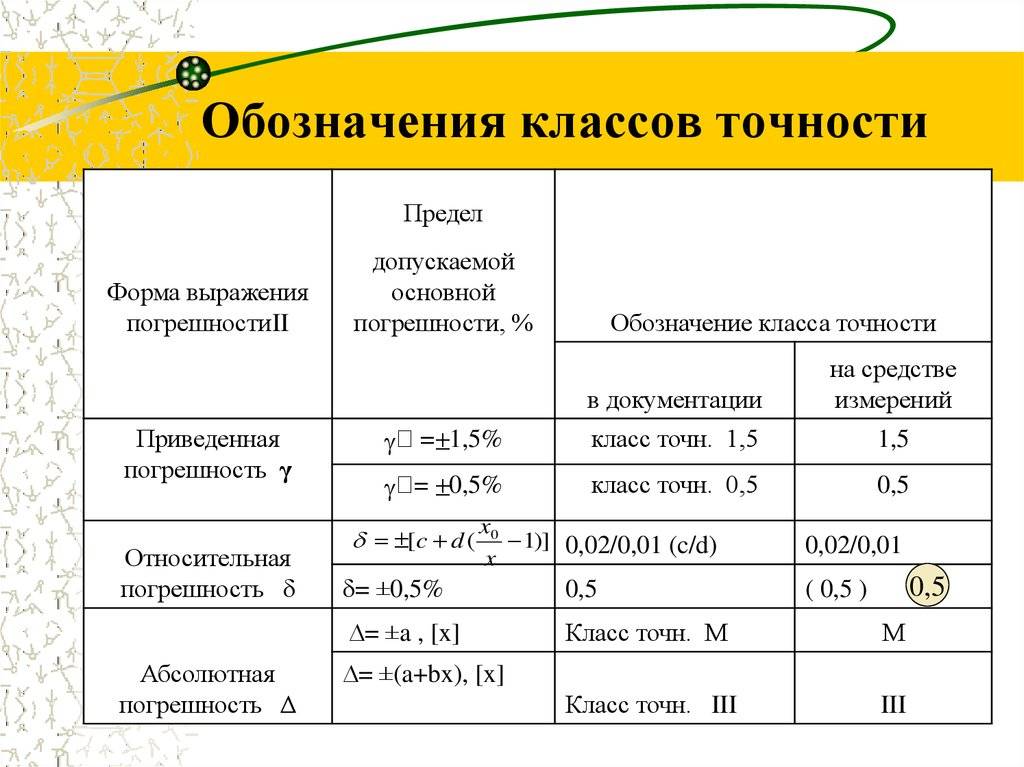
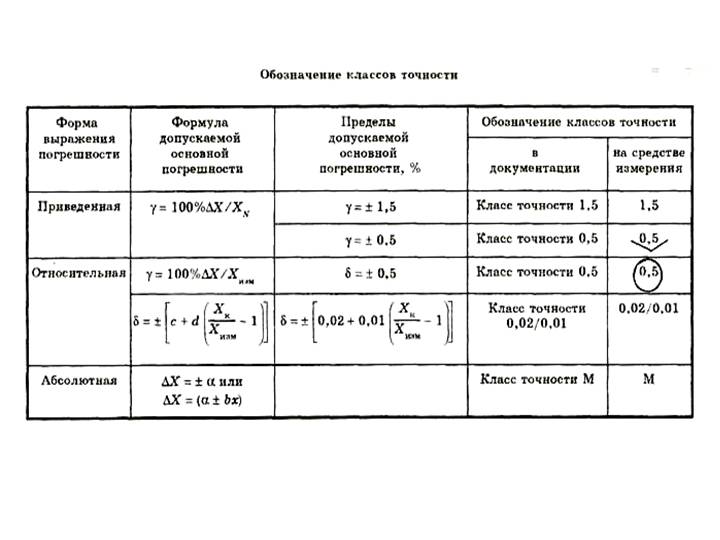
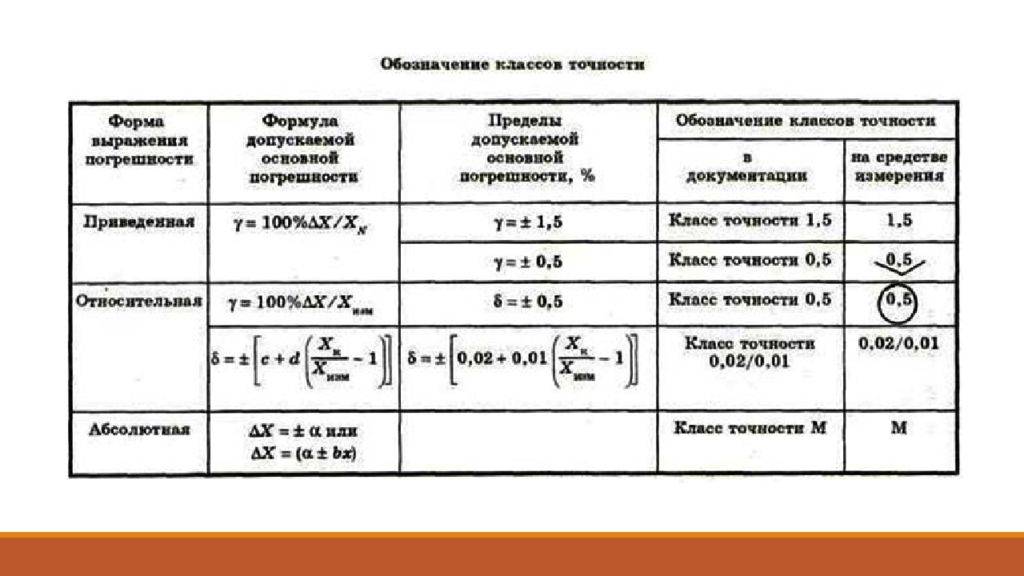
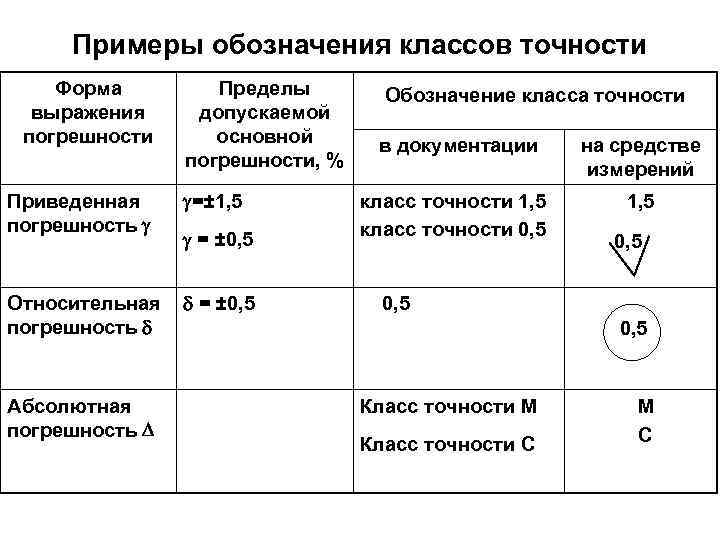
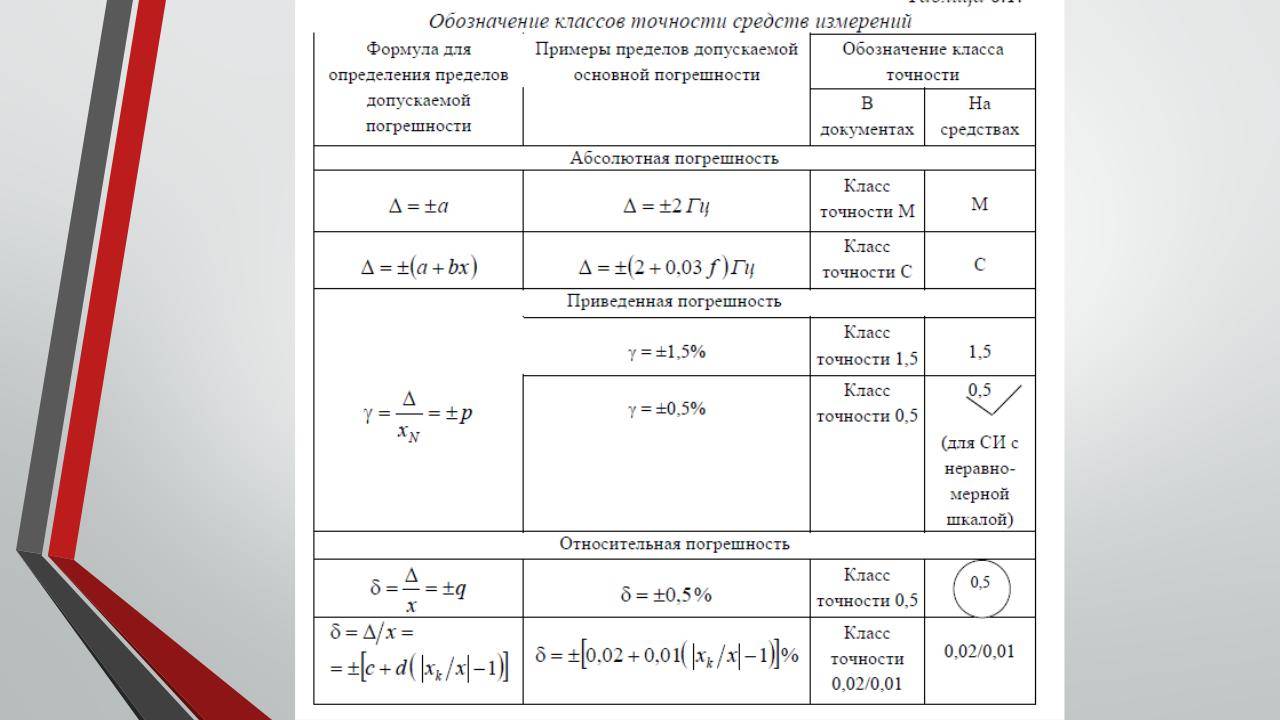
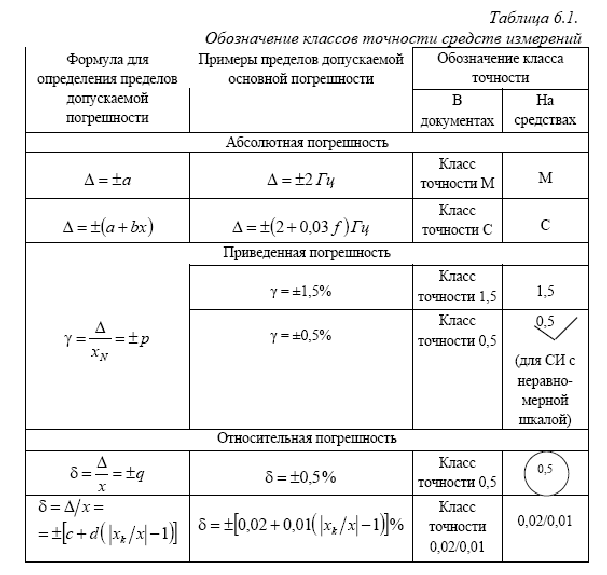
Как мы уже успели выяснить, интервал погрешности определяется классом точности. Данная величина рассчитывается, устанавливается ГОСТом и техническими условиями. В зависимости от заданной погрешность, бывает: абсолютная, приведенная, относительная, см. таблицу ниже
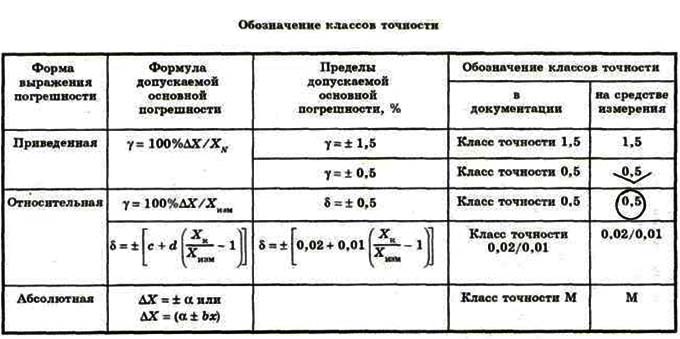
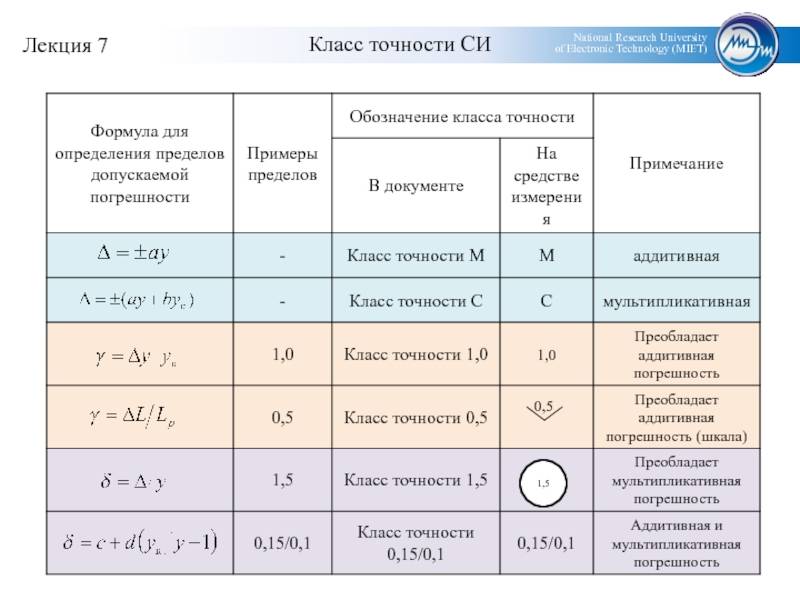
Согласно ГОСТ 8.401-80 в системе СИ классы точности обычно помечается латинской буквой, часто с добавлением индекса, отмеченного цифрой. Чем меньше погрешность, соответственно, меньше цифра и буквенное значение выше по алфавиту, тем более высокая точность.
Приборы, способные выполнять множество различных замеров, могут быть одновременно более двух классов.
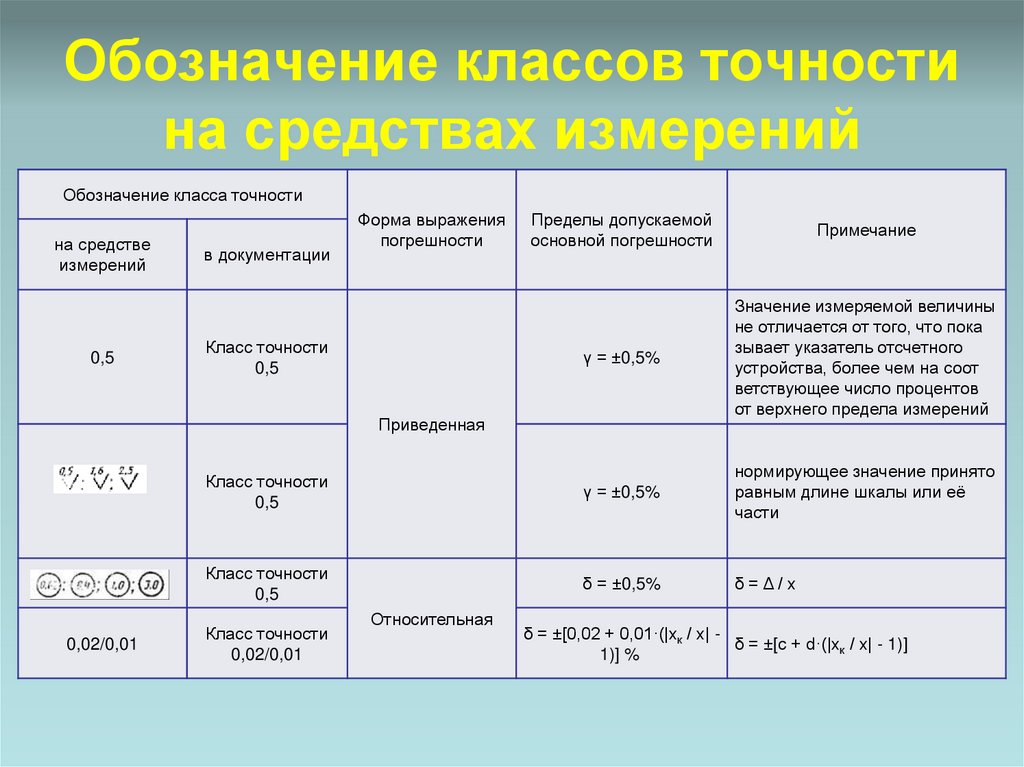
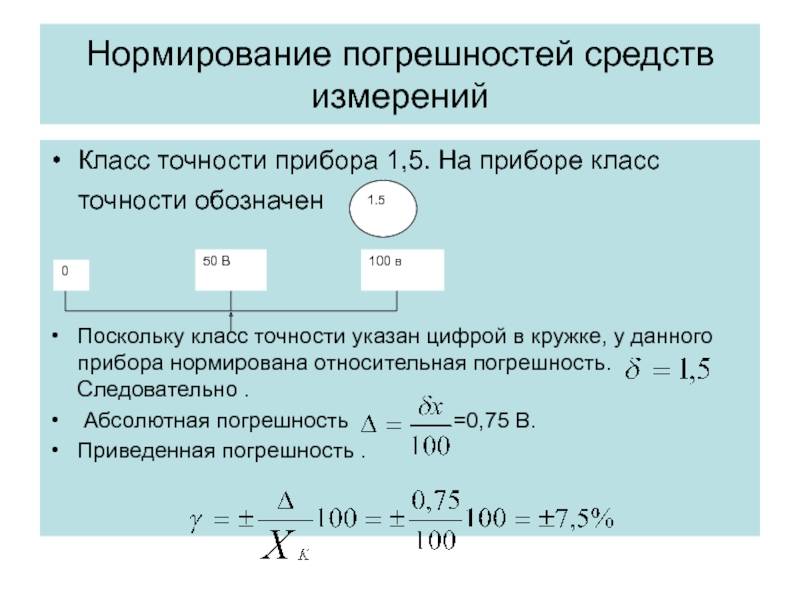
Класс точности обозначается на корпусе устройства в виде числа обведенного в кружок, обозначает диапазон погрешностей измерений в процентах. Например, цифра ② означает относительную погрешность ±2%. Если рядом со знаком присутствует значок в виде галочки, это значит, что длина шкалы используется в качестве вспомогательного определения погрешности.

- 0,1, 0,2 – считается самым высоким классом
- 0,5, 1 – чаще применяется для устройств средней ценовой категории, например, бытовых
- 1,5, 2,5 – используется для приборов измерения с низкой точностью или индикаторов, аналоговых датчиков
Примечание. На корпусе высокоточных измерителей, класс может не наносится. Обозначение таких устройств как правило выполняется особыми знаками.
Разновидности амперметров
Они могут быть электромеханическими или аналоговыми, цифровыми или электронными. Базовый набор, как правило, состоит из детектора, передающего устройства и индикатора, самописца или запоминающего устройства.
Аналоговые устройства — самые старые из используемых инструментов. Хотя они надежны для статических и стабильных измерений, они не подходят для динамических и переходных условий. Кроме того, они довольно громоздкие и имеют ограничения из-за использования стрелочной индикации.
Электронные инструменты реагируют быстрее и способны мгновенно обнаруживать динамические изменения тока в сети. Примером является цифровой мультиметр, который способен измерить значения тока в динамическом или переходном режиме за секунды.
Суммарная погрешность
Зачастую в расчет принимается только погрешность измерительного прибора
Но также, дополнительно следует принимать во внимание погрешности измерительных инструментов, в том случае, если они используются. Вот несколько примеров:
Увеличение погрешности при использовании пробника 1:10
Если в процессе измерений используется щуп 1:10, то необходимо учитывать не только измерительную погрешность прибора. На погрешность также влияет входной импеданс используемого прибора и сопротивление щупа, которые вместе составляют делитель напряжения.
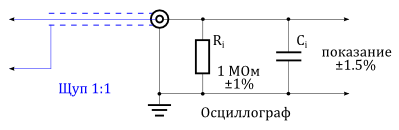
Подключенный к осциллографу щуп 1:1
На рисунке выше схематически показан осциллограф с подключенным к нему пробником 1:1. Если мы рассмотрим этот пробник как идеальный (нет сопротивления соединения), то приложенное напряжение передается прямо на вход осциллографа. Погрешность измерения теперь определяется только допустимыми отклонениями аттенюатора, усилителя и цепями, принимающими участие в дальнейшей обработке сигнала и задается производителем прибора. (На погрешность также влияет сопротивление соединения, которое формирует внутреннее сопротивление . Оно включается в заданные допустимые отклонения).
На рисунке ниже показан тот же самый осциллограф, но теперь ко входу подключен щуп 1:10. Этот пробник имеет внутреннее сопротивление соединения и вместе со входным сопротивлением осциллографа образует делитель напряжения. Допустимое отклонение резисторов в делителе напряжения является причиной его собственной погрешности.
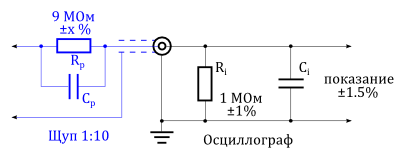
Пробник 1:10, подключенный к осциллографу, вносит дополнительную погрешность
Допустимое отклонение входного сопротивления осциллографа может быть найдено в его спецификации. Допустимое отклонение сопротивления соединения щупа не всегда дано. Тем не менее, погрешность системы заявляется производителем определенного осциллографического пробника для конкретного типа осциллографа. Если щуп используется с другим типом осциллографа, нежели рекомендуемый, то измерительная погрешность становится неопределенной. Этого нужно всегда стараться избегать.
Предположим, что осциллограф имеет допустимое отклонение 1.5% и используется щуп 1:10 с погрешностью в системе 2.5%. Эти две характеристики можно перемножить для получения полной погрешности показания прибора:
Здесь — полная погрешность измерительной системы, — погрешность показания прибора, — погрешность щупа, подключенного к осциллографу, подходящего типа.
Измерения с шунтирующим резистором
Часто при измерениях токов используют внешний шунтирующий резистор. Шунт имеет некоторое допустимое отклонение, которое влияет на измерение.
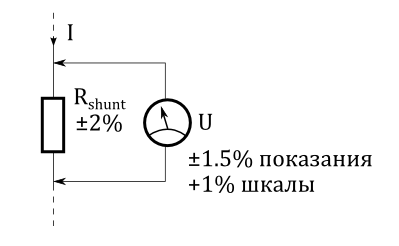
Увеличение погрешности при использовании шунтирующего резистора
Заданное допустимое отклонение шунтирующего резистора влияет на погрешность показания. Для нахождения полной погрешности, допустимое отклонение шунта и погрешность показаний измерительного прибора перемножаются:
В этом примере, полная погрешность показания равна 3.53%.
Сопротивление шунта зависит от температуры. Значение сопротивления определяется для данной температуры. Температурную зависимость часто выражают в .
Для примера вычислим значение сопротивления для температуры окружающей среды . Шунт имеет характеристики: Ом (соответственно и ) и температурную зависимость .
Ток, протекающий через шунт является причиной рассеяния энергии на шунте, что приводит к росту температуры и, следовательно, к изменению значения сопротивления. Изменение значения сопротивления при протекании тока зависит от нескольких факторов. Для проведения очень точного измерения, необходимо откалибровать шунт на дрейф сопротивления и условия окружающей среды при которых проводятся измерения.
Техника хвата дротика при игре в дартс
Хват — главная часть техники игры в дартс. Существуют разнообразные варианты хватки, с помощью которых возможно удержать дротик в руке
В то же время есть ограничения — их важно запомнить
Основной
Дротик помещается в раскрытую ладонь. Требуется балансировать его в руке до нахождения центра тяжести. После этого ствол дротика необходимо большим пальцем прокатить к фалангам пальцев.

Затем большой палец следует расположить за центром тяжести, придерживая изделие любыми пальцами, какими удобно.
Кисть требуется откинуть назад, приняв в положение прицеливания. Остальные варианты практически копируют классический, дополняя некоторыми приёмами.
Основные моменты:
Какие указывать профессиональные навыки в резюме
Если взять основную версию СV, составляемую в большинстве случаев, то сначала нужно заполнить графу «Стаж работы», а затем оформить раздел «Навыки и достижения». Это будет логически правильно, так как навыки получены благодаря рабочему стажу по специальности.
Разберем описание профессиональных навыков для резюме на примере. Предположим, специалист по маркетингу хочет устроиться на новое место, и ему нужно включить в резюме все свои умения, чтобы их мог оценить будущий работодатель.
Не нужно излишне детализировать и удлинять список, достаточно нескольких фактов. Профессиональный кадровик способен отделить правду от вымысла, поэтому не нужно сочинять. Главное, он должен понять, что у вас имеется определенный опыт работы благодаря стажу. Если вы работали на небольшой должности, то не пишите, что имеете навык организатора. Это могут расценить как попытку ввести в заблуждение.
Другое дело, когда вы претендуете на определенную должность в какой-то организации. Тогда ваше резюме должно быть более конкретным и детальным.
Как можно внимательнее изучите текст объявления. Какого специалиста ищут для работы в компании? Обладаете ли вы необходимыми знаниями и опытом, чтобы работодатель остановился на вашей кандидатуре? Укажите свои умения в разделе «Навыки».
Некоторые пытаются хитрить и переписывают в свое резюме требования работодателя как собственные навыки. Но не думайте, что это «сойдет и так», для опытного рекрутера такой подход выглядит пренебрежением к компании, предлагаемой вакансии и показателем отношения к работе в целом. Над составлением резюме стоит потрудиться и подумать, чем вы можете быть полезны предприятию.
Узнай, какие ИТ-профессии входят в ТОП-30 с доходом от 200 000 ₽/мес
Команда GeekBrains совместно с международными специалистами по развитию карьеры
подготовили материалы, которые помогут вам начать путь к профессии мечты.
Подборка содержит только самые востребованные и высокооплачиваемые специальности и направления в
IT-сфере. 86% наших учеников с помощью данных материалов определились с карьерной целью на ближайшее
будущее!
Скачивайте и используйте уже сегодня:
Александр Сагун
Исполнительный директор Geekbrains
Топ-30 самых востребованных и высокооплачиваемых профессий 2023
Поможет разобраться в актуальной ситуации на рынке труда
Подборка 50+ ресурсов об IT-сфере
Только лучшие телеграм-каналы, каналы Youtube, подкасты, форумы и многое другое для того, чтобы узнавать новое про IT
ТОП 50+ сервисов и приложений от Geekbrains
Безопасные и надежные программы для работы в наши дни
Скачать подборку бесплатно
pdf 3,7mb
doc 1,7mb
Уже скачали 20116
Например, соискатель должен предъявить определенный уровень знания английского языка, а вы плюсом добавляете, что имеете опыт организации переговоров или деловых поездок за рубеж, это может дать вам преимущества.
Если бы я тогда знал то, что знаю сейчас!
Раньше я был, как все эти пацаны в зале, растрачивающие свою энергию, стараясь покрасоваться своей нокаутирующей мощью и безграничной выносливостью. Я уничтожал мешки до смерти часами, думая что мои навыки станут лучше с каждым прошедшим раундом
Мне никогда не приходило в голову, что если я хочу драться как профессионал, я должен обращать внимание на то, что профессионалы делают
После наблюдения за более взрослыми профессиональными боксерами на протяжении долгого времени, я начал замечать, что они тренируются отлично от молодых боксеров. Они проводили намного меньше времени на мешке и больше фокусировались на пневмогруше и груше-растяжке. В ринге, я увидел, что профессиональные бойцы выбрасывают намного меньше ударов, чем бойцы любители. Казалось, что бойцы любители выбрасывали примерно 100 ударов за раунд, в то время как профессионалы выбрасывали около 50. По началу я подумал, что причина этого в том, что профессиональные бойцы могут проходить 12 раундов, что требует от бойца сбережения энергии. Я предположил, что профессионалы больше фокусируются на перебоксировании своих соперников, а не на перебивании своих соперников.
Хотя все, что я предполагал было верно, это не объясняло того, почему профессионалы по-прежнему дерутся в медленном, контролируемом темпе, ДАЖЕ когда они спаррингуют с боксерами любителями. Как так происходит, что профессионалы могут спарринговать на уровне, выбрасывая меньше ударов?
Я думал, что профессионалы ДОЛЖНО быть наносят более жесткие удары, но это было не так. Любители били с большей силой и атаковали с более свирепыми намерениями. Боксеры любители не только выбрасывали больше ударов, но и выбрасывали более жесткие удары. Так или иначе, профессионалы по-прежнему могли давать им отпор. Конечно же, профессионалы были более спокойными и обладали лучшей защитой, но должно было быть что-то еще.
Думая, что я умный, я пробовал спарринговать в более спокойном темпе и опираться на более плотную защиту, но это по-прежнему не работало. Мой агрессивный соперник легко сокрушал меня, выбрасывая сотни жестких ударов. Зажатый в угол, у меня не оставалось иного выбора, кроме как выбрасывать жесткие удары и больше ударов, чтобы скинуть его с себя. Хотя и я выбрасывал МЕНЬШЕ ударов, я по-прежнему чувствовал, что я тратил БОЛЬШЕ энергии. Профессионалы определенно знали что-то, чего не знал я.
Я спрашивал себя снова и снова, “КАК ПРОФЕССИОНАЛЬНЫЕ БОКСЕРЫ ДЕРУТСЯ, ИСПОЛЬЗУЯ МЕНЬШЕ УДАРОВ И МЕНЬШЕ ЭНЕРГИИ?!”
В тот момент я понял:
Боксер может победить, нанося МЕНЬШЕ УДАРОВ
используя менее мощные удары и более активную зищиту.
Боксер может победить, используя МЕНЬШЕ УДАРОВ И МЕНЬШЕ ЭНЕРГИИ
благодаря таймингу и точности.
Каждый боксерский мастер знает об этом. Посмотри на всех великих боксеров и ты увидишь, что тайминг и точность это их самые большие преимущества над своими соперниками. Посмотри на Флойда Мейвезера, одного из самых искусных боксеров нашего времени. Конечно же, он обладает превосходной защитой, но помимо нее ты также увидишь, что у него также изумительный коэффициент попаданий! Он выбрасывает минимум ударов, но процент его попаданий является самым высоким во всем спорте.
Помимо его высокой точности, ты также заметишь, что Флойд наносит удары с хорошей силой, даже несмотря на то, что он бьет по своим соперникам без особой размашки. Его тайминг это то, что позволяет ему максимизировать его ударную мощь, при этом максимально сохраняя скорость. Лишь сами по себе тайминг и точность Флойда Мейвезера это то, что делает его атаки такими мощными и способствующими его величию. Только одна защита такого не делает! (Джошуа Клотти обладает отличной защитой…но его совсем не считают великим боксером.)
Отклонения от перпендикулярности плоскостей
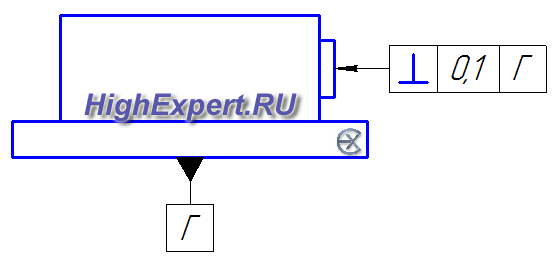
| Степень точности по ГОСТ 24643 | Характеристики поверхности | Пример применения | Метод механической обработки |
| 3-4 | Поверхности деталей, предназначенные для обеспечения высокой точности перемещения, регулирования и отсчётов. | Основные направляющие и базовые поверхности станков нормальной и повышенной точности, точные инструменты и измерительные приборы. | Доводка, тонкое шлифование, шабрение повышенной точности. |
| 5 | В подвижных соединениях поверхности деталей, предназначенные для обеспечения повышенной точности перемещения, регулирования и отсчётов; для восприятия больших осевых давлений при вращательном движении. В неподвижных соединениях поверхности деталей, предназначенных для обеспечения точного центрирования или направления рабочих поверхностей особо ответственного назначения, точной установки подвижных рабочих поверхностей. | Ответственные детали точных станков, измерительных инструкментов и приборов средней точности. | Тонкое шлифование, шабрение. |
| 6-7 | В подвижных соединениях поверхности, предназначенные для обеспечения точного перемещения регулирования и отсчётов, малой утечки жидкости при среднем давлении среды и малых зазорах в соединениях. В неподвижных соединениях поверхности, предназначенные для обеспечения точного центрирования или направления рабочих подвижных поверхностей ответственного назначения, точной установки рабочих подвижных поверхностей. | Ответственные детали станков средней точности, детали насосов, двигателей внутреннего сгорания, точных кондукторов и приспособлений. | Чистовое шлифование, шабрение, тонкое фрезерование и строгание. |
| 8 | В подвижных соединениях поверхности, предназначенные для восприятия незначительных осевых давлений при вращательном движении и нормальных зазорах между поверхностями трения. В неподвижных соединениях поверхности, предназначенные для центрирования, или направления рабочих подвижных поверхностей ответственного назначения, нормальной точности установки рабочих подвижных поверхностей; для точного базирования деталей при изготовлении и контроле. | Ответственные машиностроительные детали кондукторов и приспособлений. | Шлифование, чистовое строгание, фрезерование и долбление. |
| 9-10 | В подвижных соединениях малоответственные поверхности, предназначенные для восприятия малых случайных осевых давлений на движущиеся торцовые поверхности при больших зазорах. В неподвижных соединениях поверхности, предназначенные для обеспечения невысокой точности центрирования или направления рабочих поверхностей, установки рабочих поверхностей. | Машиностроительные детали средней точности. | Строгание, фрезерование и долбление. |
Точность
Термин точность используется для выражения случайности измерительной ошибки. Случайная природа отклонений измеряемых значений в большинстве случае имеет тепловую природу. Из-за случайной природы этого шума не возможно получить абсолютную ошибку. Точность дается только вероятностью того, что измеряемая величина лежит в некоторых пределах.


Распределение Гаусса
Тепловой шум имеет гауссово, или, как еще говорят, нормальное распределение. Оно описывается следующим выражением:
Здесь — среднее значение, показывает дисперсию и соответствует RMS-значению шумового сигнала. Функция дает кривую распределения вероятностей, как показано на рисунке ниже, где среднее значение и эффективная амплитуда шума .
Распределение вероятностей с и
В таблице указаны шансы получения значений в заданных пределах.
| Граница | Шанс |
| 0.5·σ | 38.3 % |
| 0.674·σ | 50.0 % |
| 1·σ | 68.3 % |
| 2·σ | 95.4 % |
| 3·σ | 99.7 % |
Как видно, вероятность того, что измеренное значение лежит в диапазоне ± равна .
Повышение точности
Точность может быть улучшена передискретизацией (изменением частоты дискретизации) или фильтрацией. Отдельные измерения усредняются, поэтому шум значительно снижается. Также снижается разброс измеренных значений. Используя передискретизацию или фильтрацию необходимо учитывать, что это может привести к снижению пропускной способности.
Стандарты ГОСТ, ISO, ABEC
ГОСТ Межгосударственный стандарт ГОСТ 520-2011 ( ГОСТ 520-2011 Подшипники качения. Общие технические условия). Принят межгосударственным советом по стандартизации, метрологии и сертификации 2011г. Действует на территории стран: Азербайджанская Республика, Республика Армения, Республика Беларусь, Республика Казахстан, Кыргызская Республика, Республика Молдова, Российская Федерация, Республика Таджикистан, Туркменистан, Республика Узбекистан, Украина.
ISO (International Organization for Standardization) – “Международная организация по стандартизации”. Действует международный стандарт ISO-492 .
ABEC (Annular Bearing Engineering Committee) — комитет по разработке подшипников, являющийся частью американской ассоциации производителей подшипников (ABMA). Маркировка ABEC используется для указания точности изготовления прецизионных подшипников.
Классы точности болтов
Болты и другие крепежные изделия изготавливают нескольких классов:
- грубой (С);
- нормальной (В);
- повышенной (А).
Каждый из них имеет свои допуски измеряемой величины, отличные от остальных и применяется в различных сферах. Крепеж С используют в отверстиях с диаметром немногим больше диаметра болта (до 3мм). Болты без труда устанавливаются, не отнимая много времени на работу. Из минусов стоит отметить то, что при физическом воздействии на такой крепеж, болтовое соединение может сместиться на несколько миллиметров. Крепеж В подразумевает использование болтов, диаметр которых меньше отверстия в пределах 1-1,5 мм. Это позволяет конструкции меньше подвергаться смещениям и деформациям, но повышаются требования к изготовлению отверстий в креплениях. Крепеж А создается по проекту. Диаметр болта такого типа, меньше диаметра отверстия максимум на 0,3 мм и имеет допуск только со знаком минус. Это делает крепеж неподвижным, не позволяет происходить смещению узлов. Изготовление болтов А-класса стоит дороже и не всегда используется в производстве. Класс точности присутствует в описании всех измерительных приборов и является одной из самых важных характеристик. Чем выше его значение, тем более дорогостоящий будет прибор, но в то же время он сможет предоставить более точную информацию. Выбор стоить делать исходя из сложившейся ситуации и целей в которых будет использоваться такое средство
Важно понимать, что в некоторых ситуациях экономически выгодно будет приобрести дорогостоящее сверхточное оборудование, чтобы в дальнейшем сберечь деньги
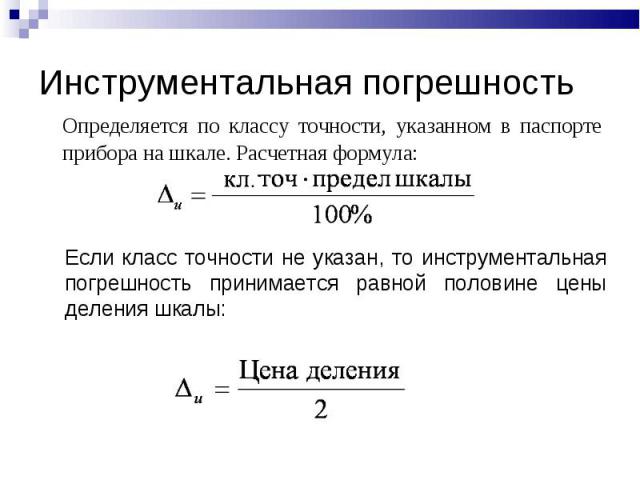
Определение погрешности
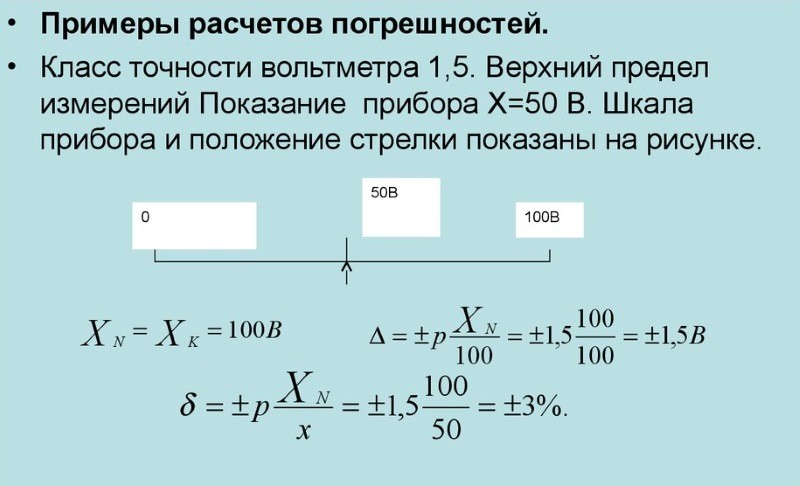
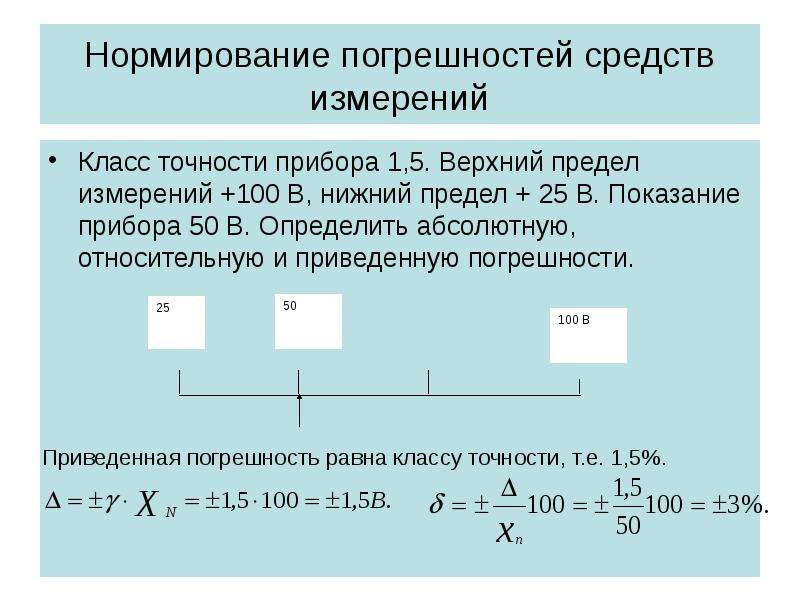
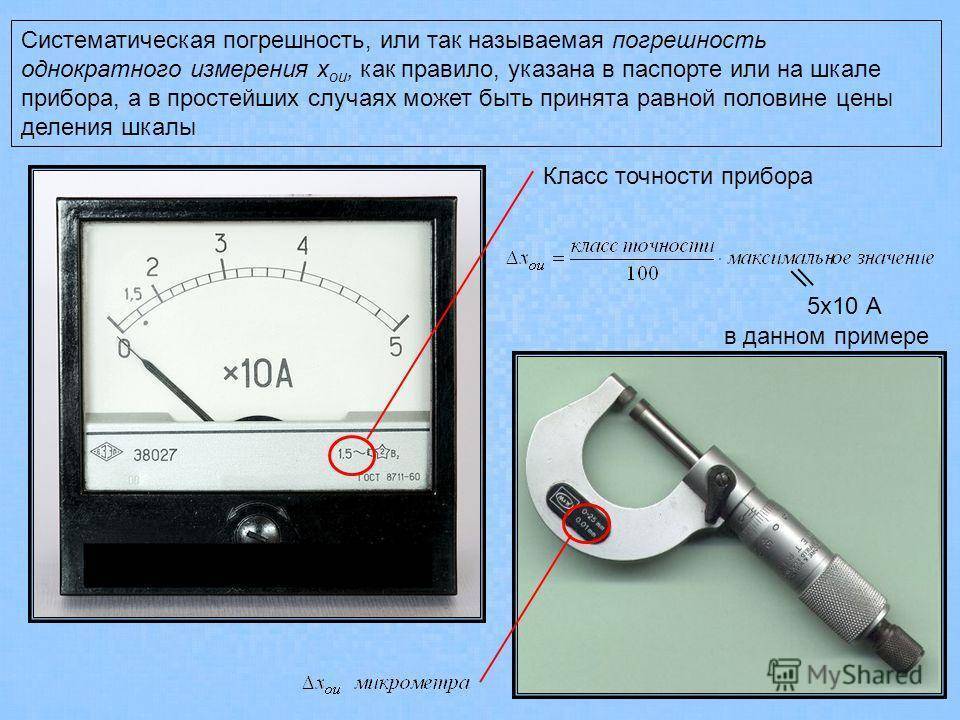
Владельцев измерительных приборов интересует, прежде всего, величина максимальной погрешности, характерной для манометра. Она зависит не только от класса точности, но и от диапазона измерений. Таким образом, чтобы получить значение погрешности, нужно произвести некоторые вычисления. Например, для манометра с диапазоном измерений, равным 6 МПа, и классом точности 1,5 погрешность будет рассчитываться по формуле 6*1,5/100=0,09 МПа. 
Необходимо отметить, что таким способом можно посчитать только основную погрешность. Ее величина определяется идеальными условиями эксплуатации. На нее оказывают влияние только конструктивные характеристики, а также особенности сборки прибора, например, точность градуировки делений на шкале, сила трения в измерительном механизме. Однако эта величина может отличаться от фактической, поскольку существует также дополнительная погрешность, определяемая условиями, в которых эксплуатируется манометр. На нее может влиять вибрация трубопровода или оборудования, температура, уровень влажности и другие параметры.
Также точность измерения давления зависит от еще одной характеристики манометра — величины его вариации, которую определяют в ходе поверки. Это максимальная разница показаний измерителя, выявленная по результатам нескольких измерений. Величина вариации в значительной мере зависит от конструкции манометра, а именно от способа уравновешивания, которое может быть жидкостным (давлением столба жидкости) или механическим (пружиной). Механические манометры имеют более выраженную вариацию, что часто обусловлено дополнительным трением при плохой смазке или износе деталей, потере упругости пружины и другими факторами.
Класс точности измерительного прибора
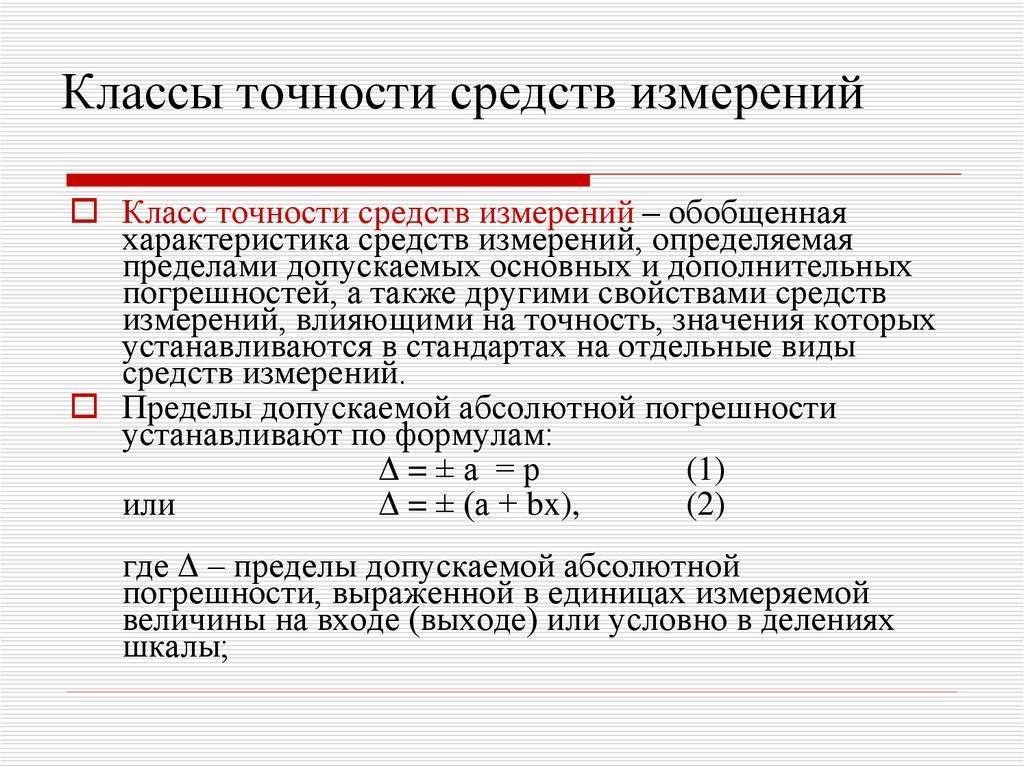
Обобщающая характеристика, которая определяется пределами погрешностей (как основных, так и дополнительных), а также другими влияющими на точные замеры свойствами и показатели которых стандартизированы, называется класс точности измерительного аппарата. Класс точности средств измерений дает информацию о возможной ошибке, но одновременно с этим не является показателем точности данного СИ.
Средство измерения – это такое устройство, которое имеет нормированные метрологические характеристики и позволяет делать замеры определенных величин. По своему назначению они бывают примерные и рабочие. Первые используются для контроля вторых или примерных, имеющих меньший ранг квалификации. Рабочие используются в различных отраслях. К ним относятся измерительные:
- приборы;
- преобразователи;
- установки;
- системы;
- принадлежности;
- меры.
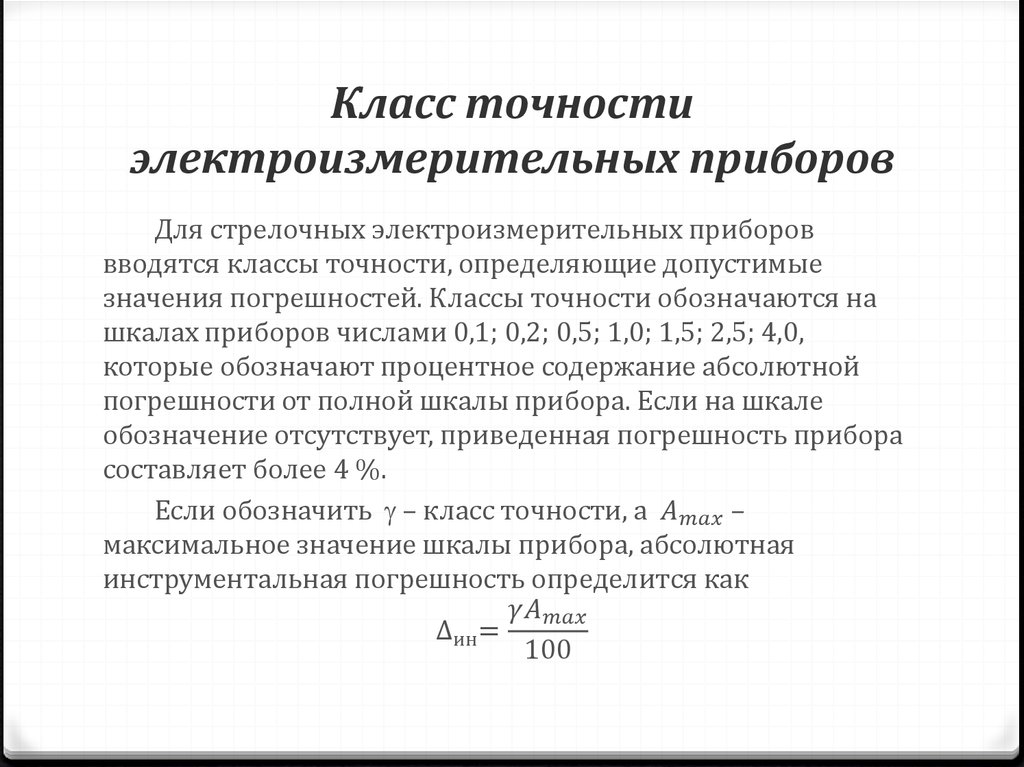
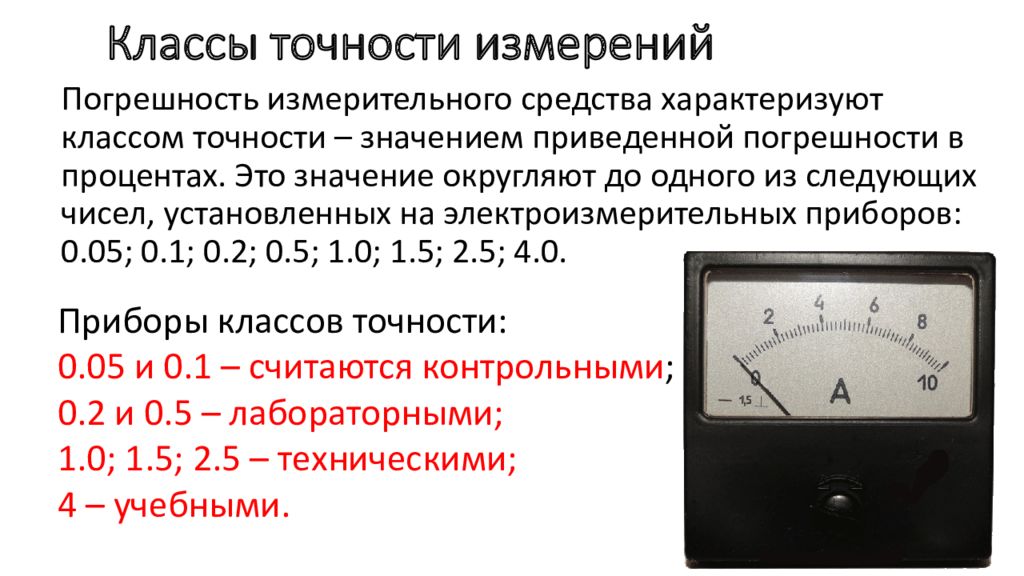
На каждом средстве для измерений имеется шкала, на которой указываются классы точности этих средств измерений. Они указываются в виде чисел и обозначают процент погрешности. Для тех, кто не знает, как определить класс точности, следует знать, что они давно стандартизованы и есть определенный ряд значений. Например, на устройстве может быть одна из следующих цифр: 6; 4; 2,5; 1,5; 1,0; 0,5; 0,2; 0,1; 0,05; 0,02; 0,01; 0,005; 0,002; 0,001. Если это число находится в круге, то это погрешность чувствительности. Обычно ее указывают для масштабных преобразователей, таких как:
- делители напряжения;
- трансформаторы тока и напряжения;
- шунты.

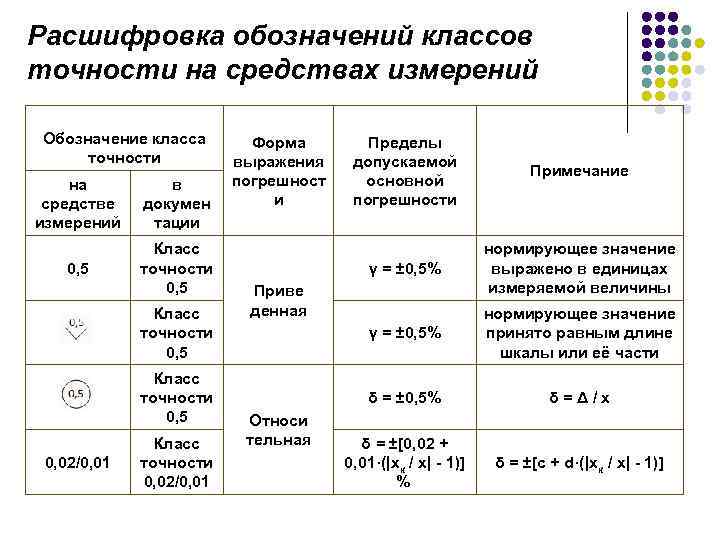
Обозначение класса точности
Обязательно указывается граница диапазона работы этого прибора, в пределах которой значение класса точности будет верно.
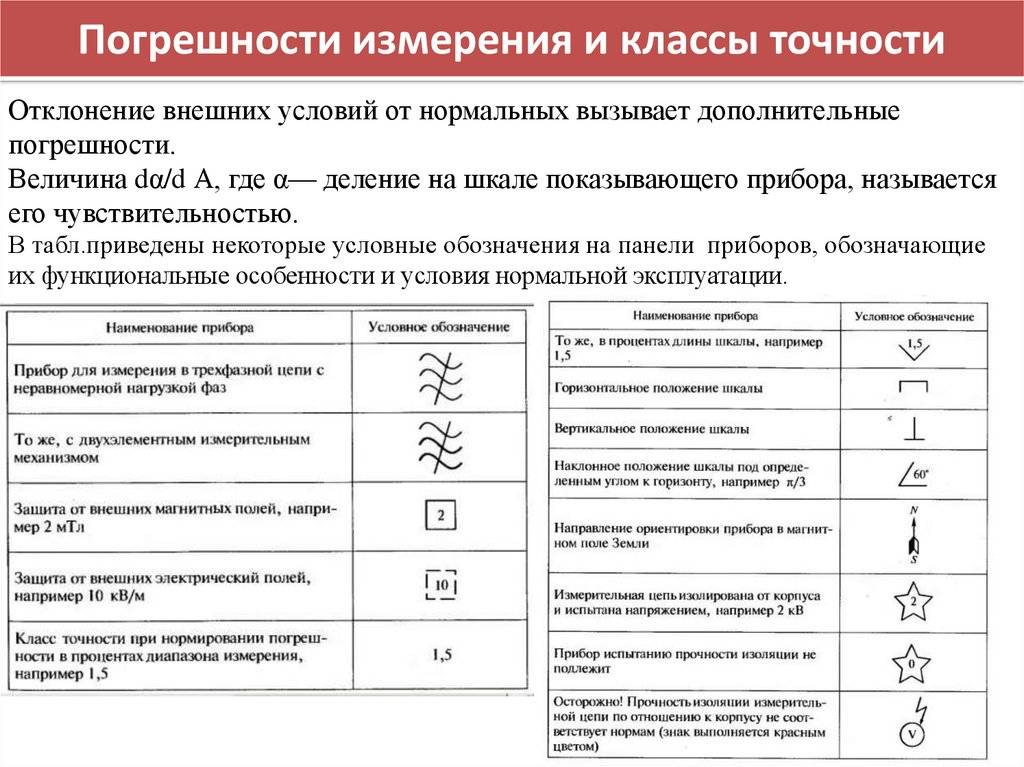
Те измерительные устройства, которые имеют рядом со шкалой цифры: 0,05; 0,1; 0,2; 0,5, именуются как прецизионные. Сфера их применения – это точные и особо точные замеры в лабораторных условиях. Приборы с маркировкой 1,0; 1,5; 2,5 или 4,0 называются технические и исходя из названия применяются в технических устройствах, станках, установках.
Возможен вариант, что на шкале такого аппарата не будет маркировки. В такой ситуации погрешность приведенную принято считать более 4%.
Если значение класса точности устройства не подчеркнуто снизу прямой линией, то это говорит о том, что такой прибор нормируется приведенной погрешностью нуля.

Грузопоршневой манометр, класс точности 0,05
Если шкала отображает положительные и отрицательные величины и отметка нуля находится посередине такой шкалы, то не стоит думать, что погрешность во всем диапазоне будет неизменной. Она будет меняться в зависимости от величины, которую измеряет устройство.
Если замеряющий агрегат имеет шкалу, на которой деления отображены неравномерно, то класс точности для такого устройства указывают в долях от длины шкалы.
Возможны варианты измерительных аппаратов со значениями шкалы в виде дробей. Числитель такой дроби укажет величину в конце шкалы, а число в знаменателе при нуле.
Классы точности
Для того чтобы иметь возможность производить обработку деталей одного и того же размера с различными допусками в зависимости от характера и назначения этих деталей, системы допусков составляют из нескольких классов точности обработки.
Классам точности придают названия и порядковый номер; номер возрастает по мере убывания степени точности.
Таким образом первый класс является самым точным (весьма точный, очень точный), второй класс служит для точных работ (точный), третий класс — для работ средней или обыкновенной точности (средний); для более грубых работ применяются классы точности 4, 5, 6, 7, 8, 9 в порядке убывания степеней точности. Число классов в разных системах допусков бывает различное. В нашей системе ОСТ — 9 классов точности, причём 6-й класс временно не установлен; в германской системе DIN — 4 класса точности.
Каждый класс охватывает несколько посадок; число посадок в низших классах обычно меньше, чем в высших, исходя из того, что точность большого количества градаций не имеет смысла.
Второй класс является основным и в него входят все посадки. Это особое значение данного класса отмечено тем, что условное обозначение его на чертежах не ставится.
Точность обработки по тому или другому классу достигается на различных станках и разными способами.
Класс точности подшипника по ГОСТ
Класс точности по ГОСТ – характеризует в порядке повышения точности значения предельных отклонений размеров, формы, расположения поверхностей подшипников.
(в порядке увеличения класса)
Установлены следующие классы точности подшипников (в порядке повышения точности):
8, 7, 0-(нормальный), 6, 5, 4, Т, 2– для шариковых и роликовых радиальных и шариковых радиально-упорных подшипников;
8, 7, 0-(нормальный), 6, 5, 4, 2– для упорных и упорно-радиальных подшипников;
8, 7, 0-(нормальный), 6X, 6, 5, 4, 2– для роликовых конических подшипников В условном обозначении указанных подшипников и в маркировке на изделиях нормальный класс точности обозначается цифрой «0».
Классы точности 8 и 7 ниже класса 0 и подшипники этих классов точности применяются в неответственных узлах.
Класс точности 0 в случае отсутствия специальных требований (к радиальному зазору и др.) в условном обозначении не указывается.
Буква «У», стоящая после знака класса точности, означает повышенную точность конических роликовых подшипников по монтажной высоте; пример 6У-7608.
Точность изготовления подшипников влияет на очень многие параметры работы: скорость вращения, вибрации, срок службы и т.д.
К примеру, класс точности влияет на потери на трение при вращении:
чем точнее изготовлен подшипник, тем меньше трение тел качения, сепаратор и обойм,
а значит меньше тепловыделение и выше скорость вращения.
Предельная частота вращения подшипников,
приведенная в справочниках соответствует классу точности 0.
Класс точности 5 позволяет повысить скорость
шариковых радиальных и радиально-упорных подшипников,
а также радиальных роликоподшипников с короткими
цилиндрическими роликами в 1,5 раза, класс 4 – в 2 раза.
Для радиально-упорных подшипников с коническими роликами,
а также упорных шарикоподшипников с коническими роликами,
а также упорных шарикоподшипников класс точности 5
позволяет повысить скорость в 1,1 раза, а класс точности 4 – в 1,2 раза.
С повышением класса точности возрастают точностные требования
ко всем элементам подшипников как внутренним,
обеспечивающим точность вращения и радиальные зазоры между телами качения
и дорожками колец, так и внешним, обеспечивающим посадку колец в изделии.
В общем машиностроении и автомобилестроении чаще
всего применяются подшипники классов точности по ГОСТ 0, 6 и 5.
Класс точности подшипника играет принципиальную роль
в подшипниковых узлах, где важна высокая точность работы,
высокие скорости вращения и малый момент трения и вращения.
Прецизионные подшипники (классов 4 и 2) используются в специальных случаях.
Это – высокоскоростные шпиндельные подшипниковые узлы, станки с повышенной точностью .




Иногда при демонтаже и ремонте старого оборудования встречаются подшипники с классом точности обозначенными буквами Н-, П-, ВП-, В-, АВ-, А-, СА-, С- (пример С-236207е) и необходимо подобрать соответствующий современный подшипник. Для правильного выбора подшипника ниже приведена таблица соответствия.
Посадки
Соединяя вал и отверстие одного и того же номинального размера, можно получить в зависимости от величины зазора или натяга различный характер соединения, называемый посадкой.
«Посадка определяет характер соединения двух вставленных одна в другую деталей и обеспечивает в той или иной степени, за счёт разности фактических размеров, свободу их относительного перемещения или прочность их неподвижного соединения»
Таким образом посадка в зависимости от того, будет ли зазор или натяг и в зависимости от их величин даёт возможность валу свободно двигаться в отверстии или, наоборот, даёт неподвижное соединение вала с отверстием. Все посадки в связи с этим разделяют на две основные группы:
1) посадки подвижные, обеспечивающие возможность относительного перемещения соединённых деталей во время их работы; эта возможность обеспечивается наличием зазоров;
2) посадки неподвижные, при которых соединённые детали во время их работы не должны перемещаться одна относительно другой, что достигается наличием натягов.
Каждая из этих двух основных групп подразделяется на ряд отдельных посадок, характеризующихся большим или меньшим натягом (посадки неподвижные), или большим или меньшим зазором (посадки подвижные); соответственно характеру, им и даны названия. Располагая посадки в таком порядке, что первая в группе неподвижных будет с наибольшим натягом, а последняя в группе подвижных с наибольшим зазором, получим ряд, в который входит двенадцать посадок:
Неподвижные посадки
1) горячая посадка,
2) прессовая посадка,
3) легко-прессовая посадка,
4) глухая посадка,
5) тугая посадка,
6) напряжённая посадка,
7) плотная посадка.
Подвижные посадки
1) посадка скольжения,
2) посадка движения,
3) ходовая посадка,
4) легко-ходовая посадка,
5) широко-ходовая посадка.
К группе подвижных относится посадка скольжения, которая по своему характеру находится на границе посадок неподвижных и подвижных; у ней наименьший зазор равен нулю. В нашей системе эта посадка отнесена к подвижным потому, что в среднем у неё имеется зазор.